
Ethanol is a colorless, flammable, and volatile liquid used as fuel, solvent, and in the production of alcoholic beverages. Anhydrous ethanol, also known as absolute ethanol, is ethanol with a minimum alcohol concentration of 99.5% and a maximum of a few parts per million water content.
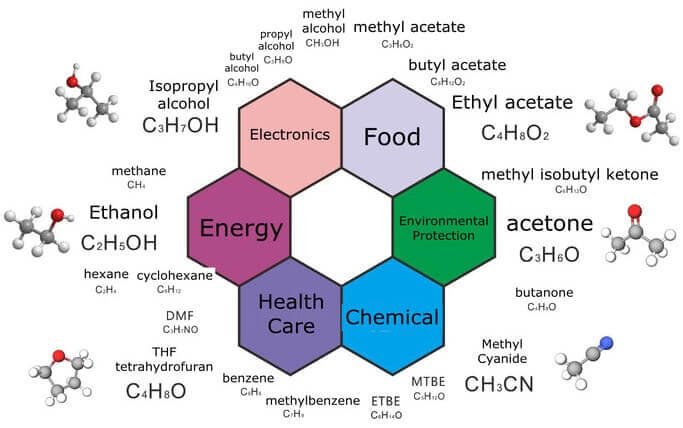
Anhydrous ethanol is widely used in food, chemical, fuel, military, and pharmaceutical fields. Producing anhydrous ethanol involves several industrial processes and quality control measures to ensure the final product meets the required purity standards.
The concentration of ethanol from biomass fermentation is generally 3% to 20wt%, and the highest concentration of ethanol reaches 95.5% when the impurities such as water, aldehydes, and heterol oils are removed by the ordinary rectification column section, and the water forms a binary azeotrope system at boiling point of 78.1 degree Celsius which is difficult to separate by ordinary distillation process.
In order to obtain anhydrous ethanol, the above ethanol must be further dehydrated. The recommended method for anhydrous ethanol preparation is permeation vaporization dehydration process with zeolite membrane units.
What is Anhydrous Ethanol?
The first step in producing anhydrous ethanol is understanding what it is. Anhydrous ethanol is ethanol with no water content, which makes it useful for various industrial applications.
In many chemical, biopharmaceutical, cosmetic, paint and electronic processes, anhydrous ethanol is used as a solvent or reactant. The production of these processes consumes a large amount of alcoholic material and produces a large amount of exhaust emissions, which not only causes environmental pollution, but also wastes resources and affects human health.
High efficient alcohol recovery units are used to recover alcohol produced in industrial production. The principle is to separate the alcohol from the waste through physical and chemical reactions, thus reducing pollution and saving resources.
The production of high purity ethanol is inseparable from chemical and physical processes, such as distillation and extraction, Calcium oxide dehydration, azeotropic distillation, permeation vaporization, adsorption, extractive distillation and vacuum membrane dehydration are used in the recovery and purification of ethanol.
Let’s go deep to the detail process flows.
Raw Materials Treatment
The quality of the raw materials used in the production of anhydrous ethanol is crucial to the quality of the final product. The raw materials must meet specific quality requirements, such as high sugar or starch content, low moisture content, and low levels of contaminants. The most common raw materials used in ethanol production include sugarcane, corn, and wheat, among others.
Pre-treatment of Raw Materials
Before the raw materials can be used in the fermentation process, they must undergo pre-treatment. Pre-treatment involves cleaning and sorting the raw materials to remove any contaminants, such as dirt, rocks, or debris that may affect the quality of the final product.
Starch-rich agricultural products such as cereals, potatoes, etc. or wild plant fruits are milled and ground to increase their surface area, which makes them more accessible to the enzymes used in the fermentation process. Then they shall be pressure-cooked to make starch paste, then add the right amount of water, cool to about 60°C and add the enzyme amylase to hydrolyze starch into maltose and glucose in turn.
Until the 1930s, fermentation was the only industrial production process for ethanol. With the rapid development of petrochemicals, the production of synthetic method ethanol is increasing. However, the isomeric high-carbon alcohols entrapped in synthetic method ethanol are unsuitable for use as beverages, food, medicine and spices because of their paralyzing effect on the higher nerve centers of human beings.
Therefore, even in countries with advanced petrochemical industry, fermentation method ethanol still occupies a certain proportion. The following are the common methods of producing anhydrous ethanol in industrial production plants.
Fermentation Process
The fermentation process is where the raw materials are converted into ethanol. There are two main types of fermentation processes: batch and continuous. Batch fermentation involves adding a specific amount of raw materials to a fermentation vessel and allowing the fermentation process to run its course.
Continuous fermentation involves adding raw materials continuously to a fermentation vessel, allowing for a more consistent flow of ethanol production. Fermentation conditions, such as temperature, pH, and oxygen levels, must be carefully controlled to ensure optimal ethanol production.
Fermentation is done with starchy raw materials such as cereals, potatoes, corn, sorghum or wild plant fruits and sugary raw materials such as molasses and sulphite waste streams. The fermentation method was developed on the basis of winemaking and was the only industrial method of producing ethanol for a long historical period.
In this process, a series of complex biochemical reactions take place. The whole production process includes raw material boiling, saccharification agent preparation, saccharification, yeast preparation, fermentation and distillation. The mass fraction of the fermentation effluent will be about 6% to 20% and contains some other organic impurities. 95% of industrial ethanol can be obtained by further fractionation.
Distillation Process
Distillation, as a typical operating unit for separating even-phase liquid mixtures, is suitable for the recovery of ethanol with high moisture but low impurities.
The distillation equipment used in the purification process must be designed to handle the high alcohol concentration and ensure maximum efficiency. Differential pressure fractionation is an effective distillation technology that involves making use of the ethanol vapor to be condensed at the top of the high-pressure column as the driving heat source for the low-pressure column.
The basic principle is to partially vaporize and partially condense a liquid mixture and separate it using the difference in volatility of its components. The essence is the transfer of heat and mass between the gas and liquid phases. In order to make the separation complete to obtain a purer product, the industrial production often adopts the rectification method of multiple partial vaporization and multiple partial condensation.

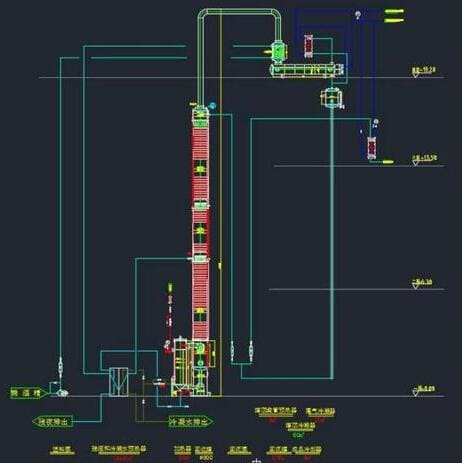
Ethanol distillation column, also called as alcohol recovery tower is suitable for alcohol recovery in pharmaceutical, food, light industry, chemical and other industries to facilitate the reduction of production costs and improve economic efficiency.
An alcohol recovery unit is a tower-type vapour-liquid contact device for distillation, also known as a distillation tower or rectification tower. There are two main types: plate and packed towers, which can be divided into continuous and intermittent distillation towers according to their mode of operation.
The plant can distill dilute alcohol and increase the finished alcohol concentration to 95.5%, the lower the feed concentration the larger the reflux ratio, the larger the feed concentration the smaller the reflux ratio.
Using circulating cooling water to cool the ethanol gas, the recovered ethanol is condensed. If all the ethanol cannot be condensed down at once, several recovery columns can be connected in series or condensed in sections inside the columns to recover it in sections.
In the meantime, the different condensation points of organic substances can be exploited to obtain different products at different temperature situations.

The Basic Process Flow:
The steam enters from the bottom of the tower, and the descending gas-liquid counter-current contact, in contact with the two phases, descending liquid in the easy to volatile (low boiling point) components continue to transfer to the steam, steam in the difficult to volatile (high boiling point) components continue to transfer to the descending liquid, the closer the steam to the top of the tower, the higher the concentration of volatile components, while the descending liquid closer to the bottom of the tower, the more difficult to volatile components are enriched, meeting the purpose of component separation.
The vapour rising from the top of the tower enters the condenser and a portion of the condensed liquid is returned to the top of the tower into the distillation column as reflux and the remainder is removed as distillate.
The vapour rising from the top of the tower enters the condenser and a portion of the condensed liquid is returned to the top of the tower into the distillation column as reflux and the remainder is removed as distillate.
Some details in the use of alcohol recovery towers may affect their efficiency and stability, so the following tips need to be noted:
- The feeding rate should be controlled reasonably according to the specific situation to ensure that it is within the safe range. If the feed rate is too fast, it can easily lead to an increase in pressure inside the recovery tower.
- The packing material is an important part of the alcohol recovery tower and has a direct impact on the recovery efficiency and stability. Different filling materials have different properties and adaptability, so choose the right filling material according to the actual needs. It is also important to pay attention to the cleaning and replacement of the filler to ensure that it is always in ideal condition.
- Residual liquid after treatment in the recovery tower is not only harmful to the environment, but may also cause damage to production equipment. Therefore, when discharging wastewater, it is important to check its alcohol content and the concentration of other pollutants and to treat it according to the specific situation to ensure that the quality of the discharge meets the standard requirements.
- After the long-term use of the alcohol recovery tower, a certain amount of dirt and impurities will accumulate, affecting its normal operation and effect. Therefore, regular maintenance and cleaning should be carried out to remove the dirt and impurities in it to ensure that it is always in the best condition.
- Distillation conditions, such as temperature, pressure, vacuum degree, reflux ratio and concentration must be carefully controlled to ensure optimal ethanol production. The distillation system are featured with high performance as below:
- 24-hour uninterrupted stable operation, distillate ethanol concentration reaches more than 95%, recovery rate is above 98%.
- The operation process, equipment configuration and capacity can meet the GMP requirements for solvent recovery in API plants.
- The plant has high production capacity, low energy consumption per unit and low production power cost.
- The production cycle time is short, and the product meets the requirements after 10 minutes of stable operation when the system is turned on.
- Compared with intermittent distillation, continuous distillation production intensity is greater, it increase the reflux ratio, with better energy-saving effect and lower investment costs.
Hydrophobic Process
With ethylene and water as raw material, ethanol can be produced by an additive reaction. There are two kinds of aqueous reaction: indirect aqueous reaction and direct aqueous reaction.
Indirect aqueous method is also called sulfate ester method, the reaction is carried out in two steps. First, sulphuric acid 95 ~ 98% and ethylene 50 ~ 60% under the absorption reaction of 2:1 (weight ratio) in the tower reactor, at 60 ~ 80 ℃ and 0.78 ~ 1.96 MPa conditions to generate sulfate ester.
The second step is to generate ethanol by hydrolyzing the sulfate ester in a hydrolysis tower at 80-100°C and 0.2-0.29 MPa pressure, while generating the by-product diethyl ether. The alkene reacts directly with water to produce ethanol.
Direct hydrolysis is a one-step process. It is produced by hydration of ethylene and water under high temperature and pressure in the presence of phosphoric acid catalyst. This method is simple, less corrosive, it does not require special steel, and the amount of by-product ethyl ether is small, but it requires high purity of ethylene, and high power consumption.
Whether it is by process of fermentation, distillation or ethylene hydration, the ethanol produced is usually an azeotrope of ethanol and water, i.e. industrial ethanol with a concentration of up to 95.5%.
Dehydration Process
The final step in producing anhydrous ethanol is removing any remaining water content. There are several types of dehydration processes, including molecular sieve technology and azeotropic distillation. The dehydration equipment used in the process must be properly designed to handle the high alcohol concentration and ensure maximum efficiency.
Azeotropic distillation and additive salt extraction distillation require the addition and recovery of a third component, which is energy intensive, operationally unstable and environmentally not friendly.
Traditional process of molecular sieve adsorption using 3A molecular sieve. When high concentration of ethanol is heated and vaporized and then heated to superheated state through the molecular sieve adsorption device for adsorption and dehydration to obtain anhydrous ethanol.
This method is widely used and has the advantages of the permeation vaporization membrane process, but the amount of desorbed light wine is large, the concentration is low, and the steam consumption is large.
However, this traditional technology is not suitable for high water content solvent drying, because too high water content will lead to high energy consumption when regenerating the molecular sieve, and will also lead to pulverization of the molecular sieve, causing the destruction of the molecular sieve lattice structure, greatly reducing the adsorption efficiency of the molecular sieve, and the molecular sieve powder may be carried into the finished product, impacting the output product quality.
Different processes and heat recovery systems are used for the general distillation and further dehydration sections, while large differences in heating steam power consumptions.
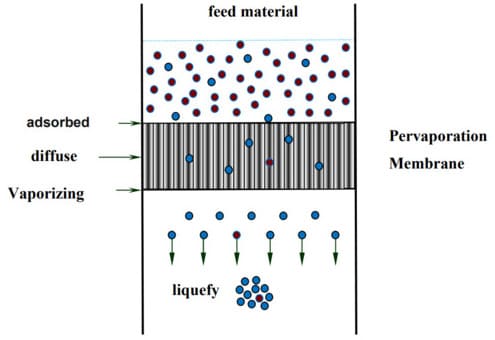
Permeation vaporization membrane dehydration technology is a separation method that combines thermally driven distillation with membrane separation technology. The mixture of organic solvents and water is driven by the difference in partial pressure of the component vapors, and the separation process of the substances is achieved by the difference in the adsorption and diffusion rates of the components through the permeation vaporization membrane.
Further dewatering adopts permeation vaporization membrane separation technology, which is not restricted by azeotropy, the equipment is with simple process, high automation assembly, easy operation and less equipment area.
The process does not introduce a third component, which avoids environmental pollution caused by the third component, and saves energy by eliminating the need to recycle the third component.
The high yield of the primary treatment and the return of the permeate to the distillation column for recovery treatment reduces the emission of ethanol and increases the total recovery of ethanol.
With differential pressure distillation, only steam is needed for the reboiling at the bottom of the high-pressure tower and the evaporation of the raw material entering the membrane separation device, and all other heat is recycled, which can save steam by more than 30~50% compared with the traditional process.
But there are some restrictions on membrane applications are as following:
- It is not applicable for high water content solvent system, due to the membrane preparation process resistriction. Membrane dehydration using the range of raw material water content must be ≤ 30%, too high water content will lead to shorten the membrane life.
- The investment cost of equipment is high compared to traditional technologies such as distillation and molecular sieve adsorption, and the high water content of raw materials or high requirements for the purity of finished products after membrane dewatering will lead to an increase in membrane area and increase of cost.
For current, pervaporation membrane dehydration technology has largely replaced the traditional azeotropic distillation, molecular sieve adsorption and salt addition extraction solvent dehydration technology. It has tremendous advantages on small amount or trace moisture removal in organic or mixed organic matter.
It is green process and fully environmentally friendly: no third component is introduced or occurs to produce high quality products.
Quality Control
Producing anhydrous ethanol requires strict quality control measures to ensure the final product meets the required purity standards. Analytical methods, such as gas chromatography and mass spectrometry, are used to determine the purity of the ethanol. Quality parameters, such as color, odor, and taste, are also used to assess the quality of the final product.
The integrating use of different process preparation to obtain high purity ethanol, coupling the traditional process with a new pervaporation membrane separation technology, without azeotropic restrictions, without the addition of a third component, and coupling within the control system is an energy efficient and environmentally friendly separation technology.
Conclusion
Producing anhydrous ethanol with a minimum 99.5% alcohol concentration is a complex process that requires careful attention to detail. Raw material selection, pre-treatment, fermentation, distillation, dehydration, and quality control are all crucial stages in the production process. By following these steps, manufacturers can ensure to produce high-quality anhydrous ethanol that meets the required purity standards.
China is now the third largest producer and applicant of biofuel ethanol in the world following Brazil and the United States. The keys to determine the future prospects of high purity ethanol production are manufacturing cost and process technology, especially the cost of ethanol preparation and high purity separation technology.
Currently, the most efficient technology in this respect is the molecular sieve membrane permeation vaporization ethanol-water separation technology, which has a bright market prospect with hundreds of millions of dollars of market demand every year.
For deep discussion of high purity ethanol production with the lowest consumption and highest efficiency, please contact us freely.
