As a new separation technology that has developed rapidly in recent decades, the principle of membrane separation is through the selective permeability of membrane materials to separate, classify, purify, and concentrate two-component or multi-component mixed liquids or gases using external energy or chemical potential differences as the driving force.
This technology has become a hot spot in the field of industrial separation because it has the functions of separation, concentration, and purification at the same time, and has high separation efficiency, simple process, low energy consumption, high selectivity, easy control, and can be coupled with other chemical production processes, and therefore has been developed rapidly in just a few years.
Membrane separation technologies can be categorized as microfiltration (MF), dialysis (DS), electrodialysis (ED), reverse osmosis (RO), ultrafiltration (UF), nanofiltration (NF), and permeate vaporization (PV).
With their distinctive process characteristics and advantages, these membrane separation technologies are widely used in various industrial fields, such as gas separation, seawater desalination, dairy processing, and other improvements of traditional production processes, which have a wide market demand and good development potential.
In this article, we will introduce the complete process and technology mainly about pervaporation membrane separation performance with molecular sieve inorganic membrane modules.
What Is Pervaporation Technology?
Pervaporation (PV) is a new membrane separation technology for liquid mixtures. From 1850, when the phenomenon of pervaporation was first discovered, to 1982, when SulzerChemtech of Germany prepared a hydrophilic composite membrane of polyvinyl alcohol (PVA)/acrylonitrile (PAN) organic material and utilized its preferential permeability to water for the PV separation of ethanol and water, and successfully applied it to the production of anhydrous ethanol, the industrial application of PV technology has become a high priority.
The principle of separation by PV process is to use the concentration difference or partial pressure difference of the components to be measured as the driving force for mass transfer, according to the dissolution performance of the raw material mixture in the membrane material, the diffusion rate and the difference in molecular size, so as to achieve the purpose of separating the components.
The liquid mixture to be separated is heated at a certain temperature and then enters the PV membrane module, where a certain positive pressure is formed on the raw material side by continuous heating. While on the other side of the membrane module (called the permeate side), a vacuum pump is used to continuously suction to form a negative pressure, thus forming a partial pressure difference between the two sides of the membrane module, so that the permeable components of the liquid mixture continuously pass through the separation membrane under the action of the partial pressure difference of the vapour on both sides of the membrane.
The permeate is then obtained by condensation. The hard-to-permeate components of the liquid mixture are then extracted from the raw liquid, thus achieving the separation and purification of the liquid mixture. As shown in the picture below.
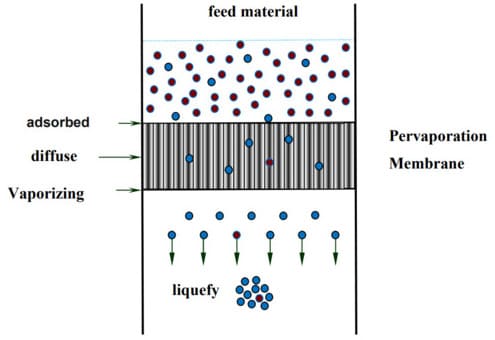
Currently, it is common to use the dissolution-diffusion mechanism to elucidate the energy transfer process of PV, which is divided into the following processes:
- Thermodynamic processes: On the feedstock side, the separated substances in the liquid mixture (i.e. the easily permeable components) are selectively dissolved by adsorption on the upstream surface of the membrane.
- Kinetic processes: In the presence of a chemical gradient difference between the two sides of the membrane, the separated components diffuse within the membrane and permeate through the membrane layer.
- Separation process. On the permeate side, the permeate components in the membrane evaporate and vaporise and finally condense to collect the permeate.
The outstanding advantages of PV technology over conventional separation technologies are:
- A broader range of applications.
The separation process is not limited by vapour-liquid equilibrium theory, but is mainly controlled by the permeation rate of the components in the membrane and can be used to separate constant boiling point, near boiling point mixtures and isomers that are difficult or impossible to separate by conventional techniques.
2. Large separation coefficient.
The membrane selectivity can be improved by selecting the appropriate PV membrane for the different mixture systems to be separated.
3. Simple process operation and easy scale-up coupling.
Fewer additional treatments, no entrainment agents, easier handling, and the possibility of coupling with biological and chemical reactions or integrating with other processes, thus increasing reaction efficiency.
4. Energy consumption is low and economically efficient.
The production unit for PV is compact, with a small footprint and low investment. The energy consumption of the whole process of PV includes several aspects such as heating the raw material fluid, condensing the permeate, and creating vacuum conditions. The vaporization of the whole process utilizes the latent heat of the fuel and consumes less energy than conventional separation processes.
5. The entire process can be carried out under mild operating conditions, even at room temperature and pressure.
What Is Affecting The PV Performance
The membrane material, the structure of the membrane and the physicochemical properties of the components to be separated, the operating temperature, the liquid concentration, and the liquid pressure are the main factors affecting the effectiveness of PV process.
The key to this is the choice of membrane material. The quality of the membrane material is crucial to the separation effectiveness and the industrial application of PV technology.
The separation performance of PV membranes is generally determined by the physical structure and chemical properties of the membrane.
- The physical structure mainly includes the pore size, morphology, crystallinity, cross-linkage and orientation of the molecular chains, which is related to the membrane synthesis process.
- The chemical properties include the type of molecular chain and the spatial configuration of the membrane, which is related to the choice of membrane material.
The ideal membrane material should not only have good separation properties but also have strong corrosion resistance and good mechanical strength, etc.
PV membranes can be divided into organic polymer membranes and inorganic membranes, depending on the membrane material.
Organic membranes are mainly made of organic polymers and have the advantages of good film formation, high permeability and low density, which provide good separation of mixed systems of organic matter and water.
There are many applications of organic membranes in PV process, for example, flat PAN ultrafiltration membranes were prepared using the phase conversion method, which was used as substrates. And tartaric acid cross-linked PVA/PAN composite membranes were prepared by the coating method and used in the PV separation of ethyl acetate-ethanol-water systems.
The experimental results showed that the total permeate flux of the composite membrane was in the range of 30-150 g/(m².hr) with a separation factor of 480-29000 at a feed liquid temperature of 30-50°C.
Another case of PVA-TEOS/PAN organic composite membrane was prepared on polyacrylonitrile (PAN) hollow fibre ultrafiltration membranes using a mixture of polyvinyl alcohol (PVA) and ethyl orthosilicate (TEOS) as the coating solution for the separation of ethyl acetate from water.
The experimental results show that the PVA-TEOS/PAN organic composite membrane can achieve a separation factor of 2830-4448 and a permeate flux of 41.4-49.4 g/(m².hr) when separating 98 wt% of a mixed solution of ethyl acetate and water at an operating temperature of 40°C.
However, organic membranes are prone to problems of swelling and dissolution in the separation of organic matter due to the principle of similar solubility, and their use is somewhat restricted. They have poor mechanical strength, are not thermally stable, require frequent replacement and have a short service life.
Compared to organic membranes, inorganic membranes have good thermal stability, high mechanical strength, low energy consumption, high separation effect, wide range of application and long service life, which to a certain extent overcome the shortcomings of organic membranes and have great potential for application.
When the secondary growth method was used to prepare template-free ASM-5 zeolite membranes with α-Al2O3 as the carrier for the PV and dehydration of 97% ethyl acetate aqueous solution, the permeation flux and separation factor reached 0.287 kg/(m².hr) and 3790 respectively.
In another case, homogeneous and dense A-type molecular sieve membranes were synthesised on the outer surface of macroporous α-Al2O3 ceramic tubes using a double crystal species hot dipping method. At an operating temperature of 110°C, the permeate water content was 99.68% with a separation factor of approximately 10000 and a permeate flux of 1.72 kg/(m².hr) at a water content of 3% in ethyl acetate.
Of the many inorganic membranes, compared to polymer membranes, inorganic composite membranes and carbon membranes, molecular sieve membranes have certain advantages and considerable application value due to its high temperature resistance, high mechanical strength, high selectivity, adjustable silicon to aluminium ratio and excellent molecular recognition properties.
What Is Molecular Sieve Membrane?
Molecular sieve membranes, developed in the last decade or so, are a new type of porous inorganic material made of molecular sieve crystals grown in cross-linkage with each other. Its separation principle is based on the dual principle of preferential adsorption as well as molecular sieving. Depending on the size or polarity of the molecules in the mixture, it selectively adsorbs and passes through molecules of similar size but different polarity, thus achieving the purpose of separation.
Nowadays, molecular sieve membranes are mostly used in membrane PV liquid separation, membrane-catalyzed reactions, separation of aromatic isomers, alkanes, and olefins, gas phase separation, separation of biochemical products, and environmental protection.
Molecular sieve membranes have a regular pore structure with a pore size between 0.3 and 1.0 nm, which is similar in size to the diameter of a normal molecule. It is composed of oxygen atoms and silicon atoms in accordance with certain rules of silicon-oxygen tetrahedra or aluminium-oxygen tetrahedra to form the primary structural unit, from the primary structural unit through a specific way connected into a multi-faceted ring structure called secondary structural unit, a variety of secondary structural unit in accordance with different arrangements, constituting a different molecular sieve membrane skeleton structure.
The molecular sieve membrane structure is divided into LTA (e.g. NaA), FAU (NaX, NaY), T, MFI (e.g. ZSM-5, Silicalite-1) and MOR.
Molecular sieve membranes have the following physicochemical properties and advantages:
- Uniform, regular micro-pore structure.
The pore channels of molecular sieve membranes have a specific spatial orientation and adjustable pore size between the kinetic diameters of many industrial gas molecules as well as organic molecules. Based on this feature, molecular sieve membranes can be used for gas separation as well as for the separation of organics.
- Si/Al ratio in the skeleton is adjustable.
The Si/Al ratio is one of the most important factors affecting the structure and function of the zeolite molecular sieve membrane. A change in the Si/Al ratio will drive the charge of the zeolite molecular sieve skeleton to change as well, thus affecting the number and position of the cations and causing a change in the acidity of the molecular sieve. Using this, the hydrophilic and hydrophobic properties of the membrane can be adjusted by changing the Si/Al ratio.
- High temperature resistance, high mechanical strength and good chemical stability.
- No dissolution during the separation process, high permeability and good selectivity.
- Simultaneous separation and catalytic functions.
Based on this property, molecular sieve membranes can be applied to membrane reactors to enable catalytic reactions and product separation processes to take place simultaneously, increasing catalytic yields.
- No toxicity or corrosiveness, no secondary pollution to the environment, economical and environmentally friendly.
Application Of Molecular Sieve Membranes In The Field Of PV
Applications of molecular sieve membranes in the field of permeation vaporisation are in the dehydration of organic solvents, the removal or recovery of trace organics from water and the separation of organic-organic mixtures.
At present, molecular sieve membranes have been widely used in the dehydration of organic solvents, which is the main application area of PV. The removal or recovery of trace organic matter from water has also been applied on a small scale, while the separation of organic-organic mixtures is a difficult aspect of PV and is still at the basic research stage.
Organic Solvent Dehydration
The dehydration of organic matter is one of the earliest and most widely used industrial applications in the field of PV. In the mixed system of organic matter and water, the concentration of organic matter will reach a certain level of azeotropy with water, and it is difficult to further dewater and purify using traditional separation techniques.
The use of preferentially permeable membrane materials for PV processes removes water from organic matter. Preferential permeable membrane materials have certain hydrophilic properties, which can preferentially permeate water molecules and block the permeation of organic molecules to achieve the purpose of separation.
Currently, NaA type molecular sieve membranes used for organic dehydration have excellent separation performance. The pore size of these molecular sieve membranes is often larger than that of water molecules, and due to the presence of trivalent aluminium, the electronegative aluminium-oxygen tetrahedra tend to form hydrogen bonds with water, thus exhibiting a certain degree of hydrophilicity.
NaA-type molecular sieve membranes prepared by the rubbing-impregnating crystal coating method and sub-micron crystal species induction provide higher separation performance and good reproducibility.
Conclusion:
This post provides a detailed guide on the principles and applications of membrane separation technology, particularly Pervaporation Process with molecular sieve membrane, and the advantages and potential applications of molecular sieve membranes.
Hope the content on the use of molecular sieve membranes in organic solvent dehydration and other separation processes will be useful for your business reference.
For any further technical or commercial solution, please send us message with below form.
